





 扫一扫
扫一扫





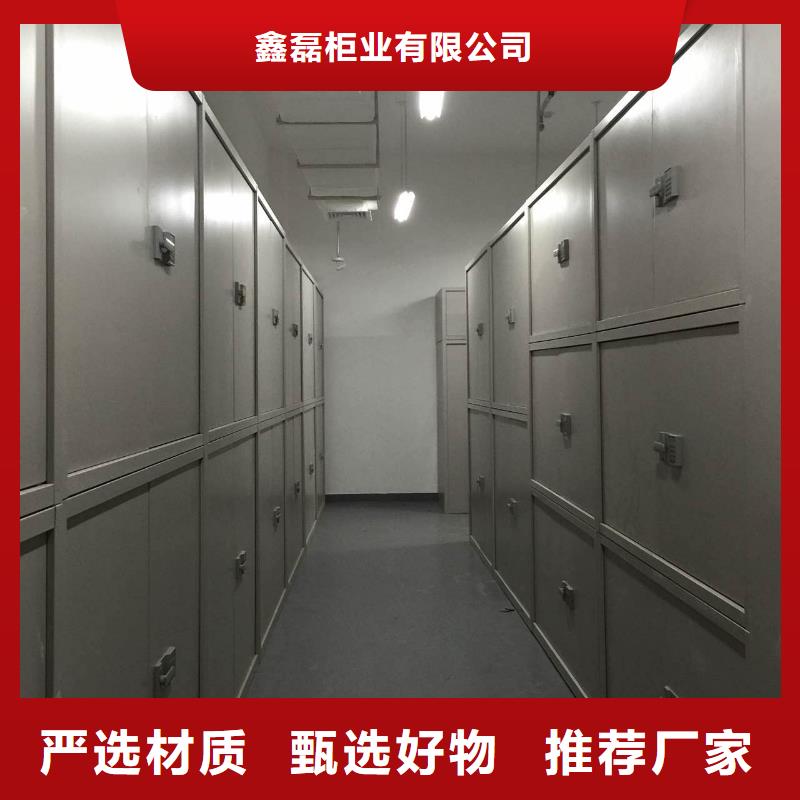
鑫磊柜业有限公司是专业生产(良庆) 本地 密集柜、的厂家,公司主要生产(良庆) 本地 密集柜、的企业,凭借优良的管理、开发优势, 借助超前的开发理念先进的发展思想以及成功的运作模式,鑫磊柜业有限公司的规模也不断地发展.公司不断进取,加快加强项目开发运作,进- -步完.善开发机制,打造公司的品牌效应。


耐久性,延长密集架的寿命
不管是密集架生产厂家选材制作密集架,还是客户在选购档案密集架,密集架的寿命都是考虑的重要因素。而冷轧板的材质,本身就具有良好的耐久性,对比于镀锌钢板,它的硬度、强度、加工精度更高,寿命自然也会更长。所以这也是在档案密集架制作选材时,生产厂家选择冷轧板的原因。
耐热性,保证密集架不变色
我们都知道冷轧板是在常温下轧制,不会产生氧化铁皮,所以冷轧钢表面长久不变色,会一直保持外观的颜色亮度。相比冷轧板,热轧钢反而颜色暗淡,略显粗糙。而密集架作为办公家具来说,外观的亮度是不能忽视的,所以采用冷轧钢才是首选。
光洁性,打造华丽的光滑面
同等质量的密集架,我们会更偏向于表面美观光滑的产品。冷轧板做出的档案密集架外表会显得光滑明亮,而且手感比较厚重。而且冷轧板利于喷涂功能的进行,配合超高的喷涂技能,能打造出更加华丽光滑的密集架。
焊接性,确保尺寸的高精度
密集架采用冷轧板的选材,还因为它具有冲压性能高和不时效、屈服点低的特点,所以冷轧板拥有极强的冲压成型的特质,可以保证在切割板面时,尺寸的更加高精。





1.设计。很多人在介绍文件柜制造工艺时,总会把这一步给忽视,其实,从客户询盘提要求之后,文件柜制造厂家就要根据客户的要求进行设计,设计的内容包括尺寸、空间、颜色、外观等等。这是制造前的第一步。
2.开料。用剪板机把冷轧钢板减除需要的尺寸,不同的客户、不同要求、不同样式等等,裁剪出的钢板尺寸也不一样。
3.冲压。这一项对技术的要求比较高,用冲压机把裁剪好的钢板冲出折角边和把手位置等等。其实,文件柜上不同的位置,去角的样式也有所不同,比如说文件柜的门板和侧板,上顶和底板都是不一样的。一般大的文件柜制造厂家,去角是流水线的操作。
4.折弯。使用折板机折出内折边和外折边,同样,文件柜的不同位置,折弯也有所不同。
5.点焊。当把所有的折弯做好以后,用电焊机点焊,大的制造厂家用的是无痕点焊机,点出来的文件柜表面平整,不用再次打磨。这时候,柜子的整体就做好了。
6.酸洗和磷化。点焊好的文件柜,要经过酸碱池做酸洗和磷化处理,这样可以去除板材外表的油脂和锈斑,为喷塑做准备。
7.喷涂。经过酸洗和磷化的文件柜放在喷塑车间完成喷涂工艺,此次工艺选用的是静电粉末喷塑,不仅产品光洁,还绿色环保。一般喷涂好的文件柜要经过高温加热。
8.组装成型。当喷涂完成后,文件柜就可以运到组装车间进行组装,隔板、滑道、抽屉、门板、锁具等等组装好之后,质检员检测,检测合格就可以包装成品了。



技术支持:k797.com